Harnessing the Power of Industrial Enzymes: A Comprehensive Cost Model
_11zon.webp)
What is Industrial Enzyme?
Industrial enzymes are biological catalysts that fast-track the chemical process that is involved during the industrial processes. Their use is mainly seen in the food and beverage, pharmaceutical, textile, biofuel, and detergent industries.
Key Applications Across Industries:
This enzyme is very effective as it is energy efficient and has cleaner and greener production. Its stability and specificity make it a wonderful tool for breaking complex molecules while improving product quality and yield. Industrial enzymes can enhance the texture of bread, benefit dairy processing, assist in the production of biofuels, and clean wastewater. All these phenomena illustrate that industrial enzymes are a mandatory requirement to manufacture many more products with sustainability and cost effectiveness for multiple industries.
What the Expert Says: Market Overview & Growth Drivers
According to IMARC, the global industrial enzymes market had a value of USD 7.5 Billion in the year 2024. In the future, the market will likely grow at a CAGR of approximately 5.23% from the year 2025 to 2033 to reach a size of USD 12.3 Billion by the year 2033.
The global market for industrial enzymes is driven by multiple factors. Enzymes are now increasingly adopted across the food, biofuel, pharmaceutical, and textile industries, owing to the rising demand for greener manufacturing. Cost-effective production and waste reduction have been encouragingly driving up enzyme usage in detergents and wastewater treatment. Advances in biotechnology and genetic engineering further improve enzyme efficiency, broadening their application scope. The renewed focus on bio-based alternatives to chemical catalysts also lends impetus to market growth. Thus, in the face of changes in their environment and manufacturing techniques, industrial enzymes are critical to near-future production strategies.

Case Study on Cost Model of Industrial Enzymes Manufacturing Plant:
Objective
One of our clients has approached us to conduct a feasibility study for establishing a mid to large-scale industrial enzymes manufacturing plant in Egypt.
IMARC Approach: Comprehensive Financial Feasibility
We have developed a detailed financial model for the plant's setup and operations. The proposed facility is designed with a production capacity of 60 Kilo Liters of industrial enzymes per year.
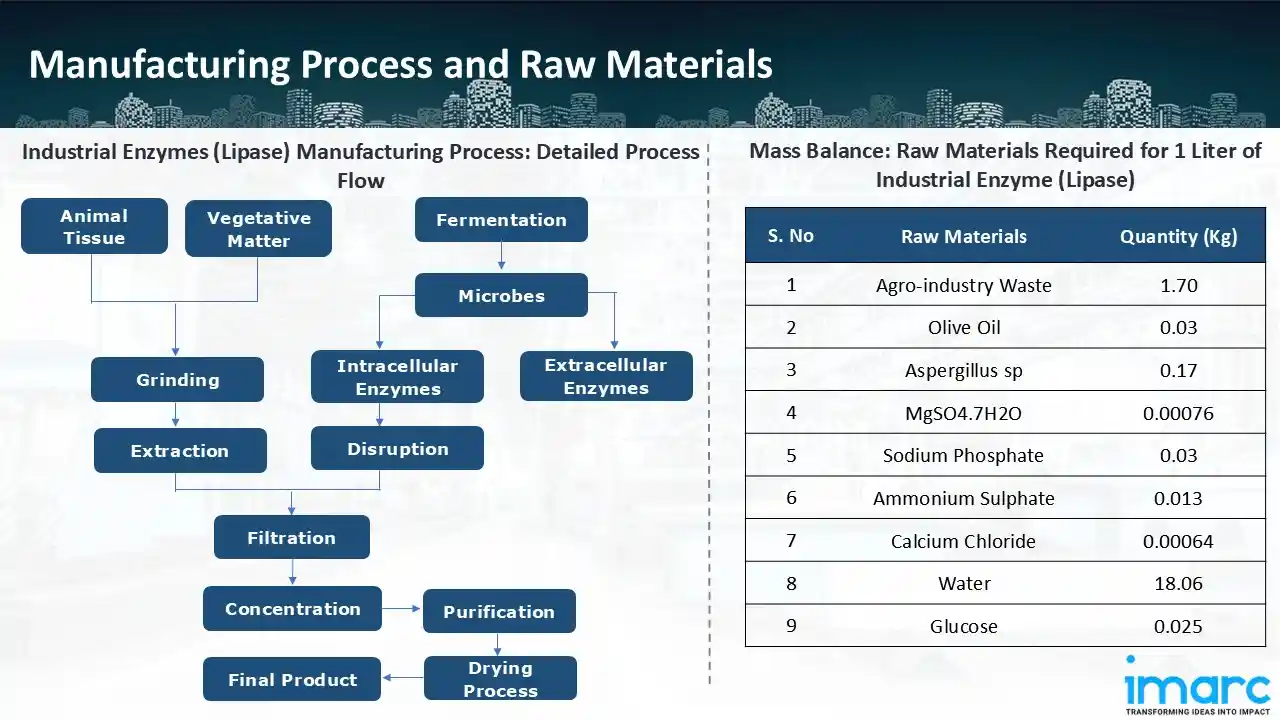
Manufacturing Process: The manufacturing of industrial enzymes follows a three-stage process: fermentation, recovery, and formulation, adhering to Good Manufacturing Practices (GMP). Fermentation involves using microorganisms like fungi, bacteria, or yeast to produce enzymes on a large scale. It can be performed through submerged fermentation, where microbes grow in a liquid medium, or solid-state fermentation, where they develop on a solid substrate. The process is carefully controlled to optimize enzyme production by maintaining ideal temperature, pH, and nutrient levels. After fermentation, the recovery phase begins, where enzymes are separated from the microbial culture through centrifugation, filtration, and ultrafiltration. This step removes impurities and stabilizes the enzyme for industrial use. Finally, in the formulation stage, enzymes are blended with stabilizers, buffers, and additives to enhance their activity, stability, and shelf life. Encapsulation techniques may be used for added protection. The final product is then packaged and distributed to industries such as food, pharmaceuticals, and detergents.
Get a Tailored Feasibility Report for Your Project Request Sample
Mass Balance and Raw Material Required: The primary raw materials utilized in the industrial enzymes (Lipase) manufacturing plant include agro-industry waste, olive oil, aspergillus sp, mgso4.7h2o, sodium phosphate, ammonium sulphate, calcium chloride, water and glucose. To produce 1 Liter of industrial enzymes (lipase), we require 1.70 Kg agro-industry waste, 0.03 Kg olive oil, 0.17 Kg aspergillus sp, 0.00076 Kg MgSO4.7H2O, 0.03 Kg sodium phosphate, 0.013 Kg ammonium sulphate, 0.00064 Kg calcium chloride, 18.06 Kg water and 0.025 Kg glucose.
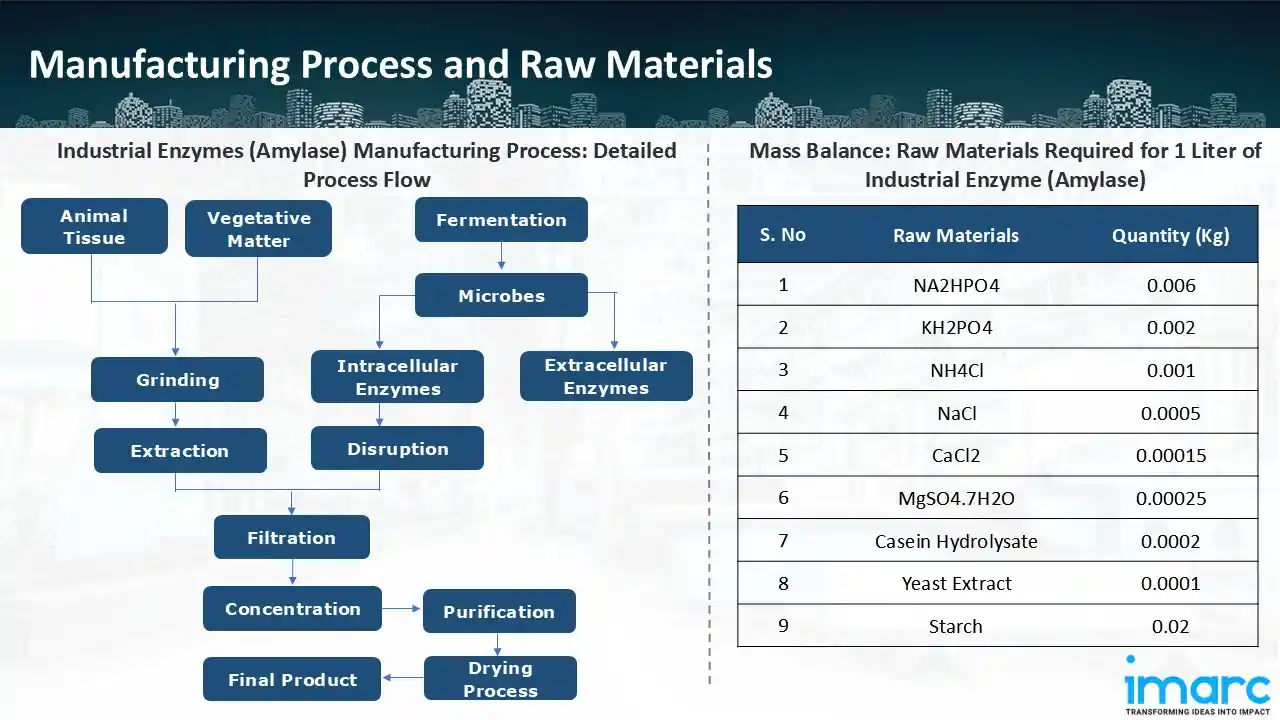
Mass Balance and Raw Material Required: The primary raw materials utilized in the industrial enzymes (Amylase) manufacturing plant include NA2HPO4, KH2PO4, NH4Cl, NaCl, CaCl2, MgSO4.7H2O, casein hydrolysate, yeast extract and starch. To produce 1 Liter of industrial enzymes (amylase), we require 0.006 Kg NA2HPO4, 0.002 Kg KH2PO4, 0.001 Kg NH4Cl, 0.0005 Kg NaCl, 0.00015 Kg CaCl2, 0.00015 Kg MgSO4.7H2O, 0.0002 Kg casein hydrolysate, 0.0002 Kg yeast extract and 0.02 Kg starch.
List of Machinery:
The following equipment was required for the proposed plant:
- Autoclave Fermentor
- Filtration Unit
- Ultrafiltration Systems
- Evaporator
- Packaging Machine
- Auxiliary Equipment
Techno-Commercial Parameter:
- Capital Investment (CapEx): Capital expenditure (CapEx) in a manufacturing plant includes various investments essential for its setup and long-term operations. It covers machinery and equipment costs, including procurement, installation, and commissioning. Civil works expenses involve land development, factory construction, and infrastructure setup. Utilities such as power, water supply, and HVAC systems are also significant. Additionally, material handling systems, automation, environmental compliance, and safety measures are key components. Other expenditures include IT infrastructure, security systems, and office essentials, ensuring operational efficiency and business growth.
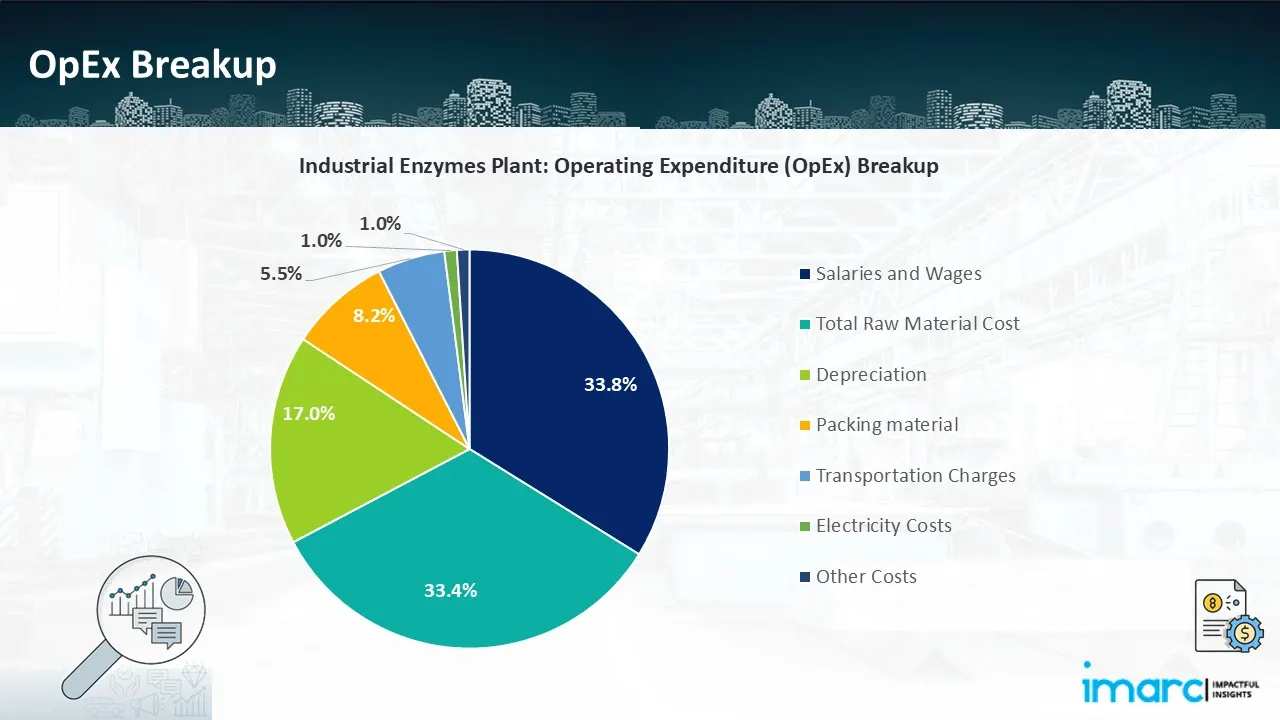
- Operating Expenditure (OpEx): Operating expenditure is the cost incurred to operate a manufacturing plant effectively. OpEx in a manufacturing plant typically includes the cost of raw materials, utilities, depreciation, taxes, packing cost, transportation cost, and repairs and maintenance. The operating expenses are part of the cost structure of a manufacturing plant and have a significant effect on profitability and efficiency. Effective control of these costs is necessary for maintaining competitiveness and growth.
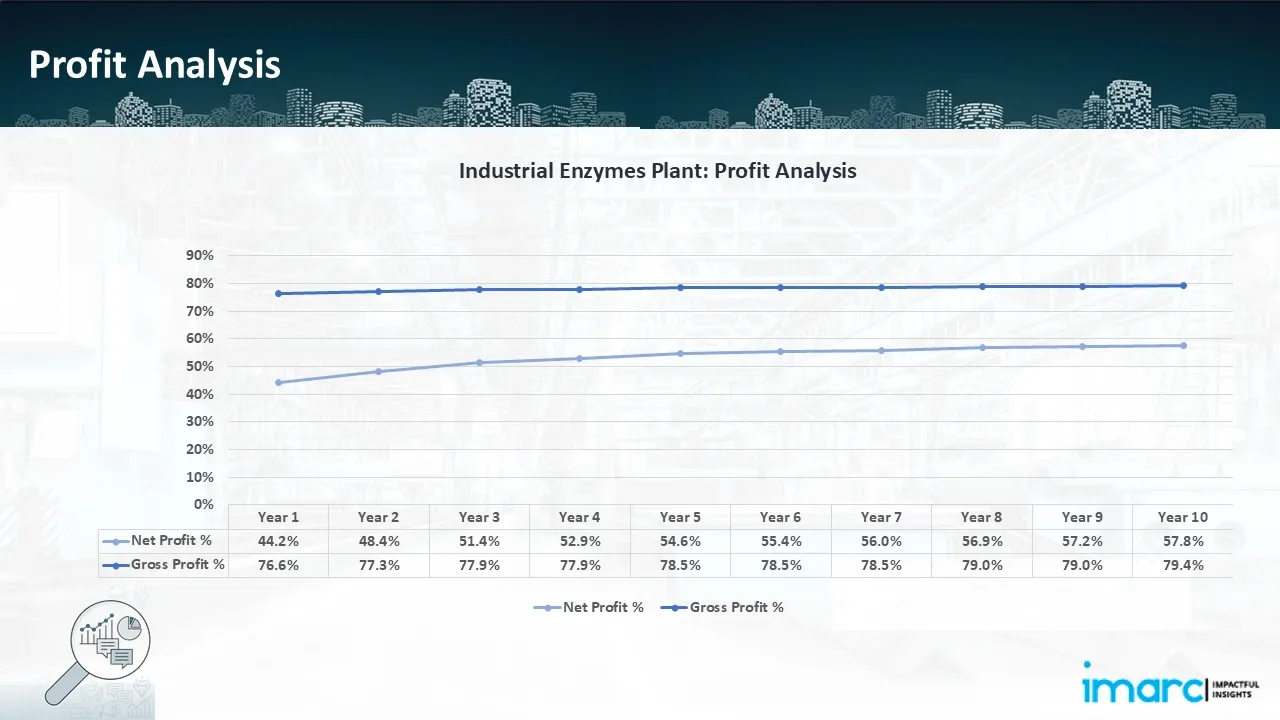
Profitability Analysis Year on Year Basis: The proposed industrial enzymes plant, with a capacity of 60 kilo liters industrial enzymes per year, achieved an impressive revenue of USD 2.9 million in its first year. We assisted our client in developing a detailed cost model, which projects steady growth, with revenue constantly rising throughout the forecasted period. Gross profit improved from 76.6% to 79.4%, and net profit rise from 44.2% to 57.8%, highlighting strong financial viability and operational efficiency.
Conclusion & IMARC's Impact:
Our industrial enzymes manufacturing plant's financial model was meticulously modelled to satisfy the client's requirements. It provided a thorough analysis of production costs including capital expenditures, manufacturing processes, raw materials, and operating costs. The model predicts profitability while accounting for market trends, inflation, and any shifts in the price of raw materials. It was created especially to satisfy the demand of producing 60 kilo liters industrial enzymes per year. Our commitment to offering precise, client-cantered solutions that ensure the long-term success of significant industrial projects by giving the client useful data for strategic decision-making is demonstrated by this comprehensive financial model.
Latest News and Developments:
- In December 2024, Samsara Eco, a recycling technology company, has announced the development of enzymes capable of recycling nylon 6, a widely used synthetic fiber in apparel, hosiery, and automotive applications. The breakthrough builds upon Samsara Eco’s existing expertise in infinitely recycling nylon 6,6 and polyester, marking a significant advancement in eliminating virgin synthetic textiles derived from fossil fuels. This innovation represents a major step in reducing textile waste and promoting sustainable materials.
- In June 2024, Basecamp Research, a leading company in AI-driven protein and biological system design, in collaboration with the Ferruz Laboratory at the Institute of Molecular Biology of Barcelona, has introduced ZymCTRL ("enzyme control"). This ChatGPT-like tool allows users to generate new enzyme sequences simply by entering an enzyme identification code that specifies the desired activity. This breakthrough in AI-driven enzyme engineering is expected to accelerate biotechnology applications in pharmaceuticals, industrial biocatalysis, and synthetic biology.
- In April 2024, Prozomix, a biotechnology firm based in the UK with expertise in biocatalyst discovery and production, joined forces with Ginkgo Bioworks, a pioneer in cell programming and biosecurity. This partnership is focused on enhancing the creation of next-generation enzyme plates for the manufacturing of active pharmaceutical ingredients (APIs). This partnership leverages Ginkgo’s synthetic biology expertise and Prozomix’s enzyme discovery platform to enhance API development through innovative biocatalysis.
- In July 2021, Unilever has joined forces with Arzeda, a protein design company, to apply digital biology and enzyme engineering in the development of next-generation cleaning and laundry products. The partnership will focus on designing novel enzymes for Unilever’s popular brands, including OMO (Persil), Sunlight, and Surf. This collaboration is expected to enhance product performance, improve sustainability, and reduce reliance on traditional chemical formulations in household cleaning solutions.
Why Choose IMARC:
IMARC's Financial Model Expertise: Helping Our Clients Explore Industry Economics
IMARC is a global market research company that offers a wide range of services, including market entry and expansion, market entry and opportunity assessment, competitive intelligence and benchmarking, procurement research, pricing and cost research, regulatory approvals and licensing, factory setup, factory auditing, company incorporation, incubation services, recruitment services, marketing and sales.
Brief List of Our Services: Market Entry and Expansion
- Market Entry and Opportunity Assessment
- Competitive Intelligence and Benchmarking
- Procurement Research
- Pricing and Cost Research
- Sourcing
- Distribution Partner Identification
- Contract Manufacturer Identification
- Regulatory Approvals, and Licensing
- Factory Setup
- Factory Auditing
- Company Incorporation
- Incubation Services
- Recruitment Services
- Marketing and Sales
Under our factory setup services, we assist our clients in exploring the feasibility of their plants by providing comprehensive financial modeling. Additionally, we offer end-to-end consultation for setting up a plant in India or abroad. Our financial modeling includes an analysis of capital expenditure (CapEx) required to establish the manufacturing facility, covering costs such as land acquisition, building infrastructure, purchasing high-tech production equipment, and installation. Furthermore, the layout and design of the factory significantly influence operational efficiency, energy consumption, and labor productivity, all of which impact long-term operational expenditure (OpEx). So, every parameter is covered in the analysis.
At IMARC, we leverage our comprehensive market research expertise to support companies in every aspect of their business journey, from market entry and expansion to operational efficiency and innovation. By integrating our factory setup services with our deep knowledge of industry dynamics, we empower our clients to not only establish manufacturing facilities but also strategically position themselves in highly competitive markets. Our financial modeling and end-to-end consultation services ensure that clients can explore the feasibility of their plant setups while also gaining insights into competitors' strategies, technological advancements, and regulatory landscapes. This holistic approach enables our clients to make informed decisions, optimize their operations, and align with sustainable practices, ultimately driving long-term success and growth.
Our Clients










Contact Us
Have a question or need assistance?
Please complete the form with your inquiry or reach out to us at
Phone Number
+91-120-433-0800+1-201-971-6302
+44-753-714-6104
Previous Post

Sorbitol is a sugar alcohol widely used as a sweetener, humectant, and stabilizer in food, pharmaceuticals, and cosmetics. It is made commercially by hydrogenating glucose and is naturally present in fruits like apples and pears. Because of its mild sweetness, low glycaemic index, and ability to retain moisture, sorbitol is a popular ingredient in skincare, dental care, and sugar-free goods. It is also an essential component of industrial processes and a laxative in medical applications.
Inedible beef tallow, a byproduct of the meat processing industry, is derived from beef suet and serves various industrial and commercial purposes. This versatile substance undergoes rendering, a process that separates the fat from solid components. Inedible beef tallow's primary application is in animal feed, as it provides essential fats and energy for livestock, particularly in pet food and livestock supplements. Additionally, it finds use in the cosmetics and personal care industry, contributing to the production of candles, soaps, and skin-care products.
Vitamin C supplements are typically made by extracting ascorbic acid from various sources, such as citrus fruits, or synthesizing it in a laboratory setting. The extracted or synthesized ascorbic acid is then processed and formulated into different types of supplements, including tablets, capsules, chewable, and powdered forms. One of the primary advantages of Vitamin C supplements is their ability to support a healthy immune system.
Over the recent decade, the online food and grocery delivery business in India has witnessed exponential growth. This expansion is attributed to the increasing penetration of smartphones, the affordability and convenience offered by food delivery app services, and the growing availability of low-cost internet services. The industry has become progressively competitive, with numerous local and international players competing for a significant market share. Nonetheless, despite the extreme competition, global players are continuing to make significant investments in India on account of its significant market share in the global online food delivery market.
‘World Food Day’ is celebrated on October 16th as a global responsibility to abolish hunger. 2024’s theme for the day is ‘Right to foods for a better life and a better future’. This theme highlights the significance of enabling access to nutritious food for all, particularly in the face of global challenges, including poverty, climate change, and conflict. In line with this theme, in October 2024, India and the United Arab Emirates (UAE) announced plans for developing a food corridor between the two nations, with an initial investment of over USD 2 Billion (INR 17,000 Crore) in food processing and logistics for food parks. This project significantly reinforces the UAE's food security while providing support to Indian farmers. The initiative is part of a bigger investment strategy targeting over USD100 Billion across key sectors, including manufacturing, infrastructure, and logistics.
A vegan, or a plant-based diet, focuses mainly on consuming fruits, vegetables, grains, legumes, nuts, and seeds. It excludes all animal-derived products and ingredients, including meat, poultry, fish, dairy, eggs, and honey. Nowadays, people are shifting toward vegan diets for a variety of reasons, such as ethical concerns for animal welfare, environmental sustainability, health benefits, and personal preferences.
Functional foods promote overall well-being and offer specific health benefits beyond daily nutrient intake. These benefits encompass enhanced bone health, effective cholesterol management, improved heart health, and eye health. Functional foods include probiotic yoghurt, omega-3 enriched eggs, fortified milk, antioxidant-rich berries, and functional beverages.
Fusion cuisine and beverages blend different ingredients, flavors, or techniques from various culinary or cultural backgrounds to create unique and innovative flavor profiles in dishes and drinks. Fusion beverages encompass both alcoholic and non-alcoholic options, including cocktails, mocktails, smoothies, teas, and more. These beverages span a spectrum from simple combinations to complex and inventive concoctions. Changing taste preferences and global connectivity are the main reasons for the increasing adoption of fusion beverages. They are available in various product types, such as carbonated drinks, fused teas and coffees, fruit juices, fusion alcoholic beverages, energy drinks, sports drinks, and more. These beverages are accessible through off-trade outlets (hypermarkets, supermarkets, discounters, grocery stores, off-license stores, alcohol and confectionery stores, highly specialized retailers, and online stores), as well as on-trade establishments (pubs, bars, cafés, restaurants, clubs, discos, hotels, mass events, and others). Examples of fusion beverages include fruit-infused tea, Asian-inspired cocktails, spicy margaritas, bubble tea creations, mojito variations, and infused waters. Furthermore, fusion cuisine merges elements from diverse culinary traditions, such as Asian, European, African, or Latin American, to craft new and exciting dishes. Examples of fusion cuisine include sushi burritos, Thai basil pizza, kimchi tacos, and more.