Capital and Operational Cost Model of Healthcare Consumables Manufacturing Plant: A Detailed Cost Model

What is Healthcare Consumables?
Healthcare consumables are necessary medical supplies used for patient treatment, diagnostics, and cleanliness in clinics, hospitals, and home care settings.
Key Applications Across Industries:
These consist of supplies such as surgical masks, bandages, gloves, syringes, catheters, and disinfectants. Usually, they are disposable or single use to preserve sterility and stop infections. Healthcare consumables are an essential component of the global healthcare ecosystem and are in high demand due to expanding healthcare needs, an increase in operations, infection control measures, and technological improvements.
What the Expert Says: Market Overview & Growth Drivers
According to an IMARC study, the India healthcare consumables market was valued at INR 231.05 Billion in 2024, growing at a CAGR of 12.6% from 2019 to 2024. Looking ahead, the market is expected to grow at a CAGR of approximately 16.9% from 2025 to 2033, reaching a projected value of INR 902.04 Billion by 2033. Several important reasons are driving the healthcare consumables industry. The need for basic medical supplies including gloves, syringes, bandages, and catheters has increased dramatically due to the growing number of surgical procedures, the prevalence of chronic diseases, and the growing worldwide population. Furthermore, stricter regulations and increased awareness of infection protection have sped up the usage of single-use consumables in clinics and hospitals.
Improvements in product quality and efficiency brought about by technological developments in medicinal materials and manufacturing techniques have further bolstered market expansion. Rising demand is also a result of growing government spending on healthcare services and developing healthcare infrastructure, especially in emerging nations. Additionally, the COVID-19 pandemic has emphasised the value of hygiene goods and personal protective equipment (PPE), which has fuelled market growth. The growing popularity of telemedicine and home healthcare has also increased the need for self-care medical supplies, which has accelerated the market's growth.

Case Study on Cost Model of Healthcare Consumables Manufacturing Plant:
Objective
One of our clients has approached us to conduct a feasibility study for establishing a mid to large-scale healthcare consumables manufacturing plant in India.
IMARC Approach: Comprehensive Financial Feasibility
We have developed a detailed financial model for the plant's setup and operations. The proposed facility is designed with a production capacity of 133,333 units of disposable syringes, 50,000 infusion sets with filters, 13,333 units of needleless connectors, 73,333 safety IV cannula per day.
Manufacturing Process: A number of crucial processes are involved in the production of healthcare consumables to guarantee sterile, safe, and high-quality goods. To find and test medical-grade materials including plastics, rubber, and non-woven fabrics for compliance with safety and regulatory standards, the process starts with the purchase and inspection of raw materials. Once authorised, injection moulding ensures accuracy and uniformity in product design by shaping plastic-based consumables like as catheters, gloves, and syringes. The next step is assembly, which involves combining various parts through automated or manual procedures such making multi-layered wound dressings or syringe barrel attachments to needles. The constructed items are sterilised using techniques such as autoclaving, ethylene oxide (EtO), or gamma irradiation to remove any microbiological contamination and guarantee sterility. Each product is sealed to prevent contamination during the controlled post-sterilization, packing, and labelling processes. For traceability and regulatory compliance, labels with crucial information including product specifications, batch numbers, and expiration dates are used. Lastly, thorough inspections are required for batch release and quality control to confirm the efficacy and safety of the product. Only batches that pass quality control testing and satisfy industry standards are authorised for release onto the market. The safety, efficacy, and suitability of healthcare consumables for medical use are guaranteed by this organised production process.
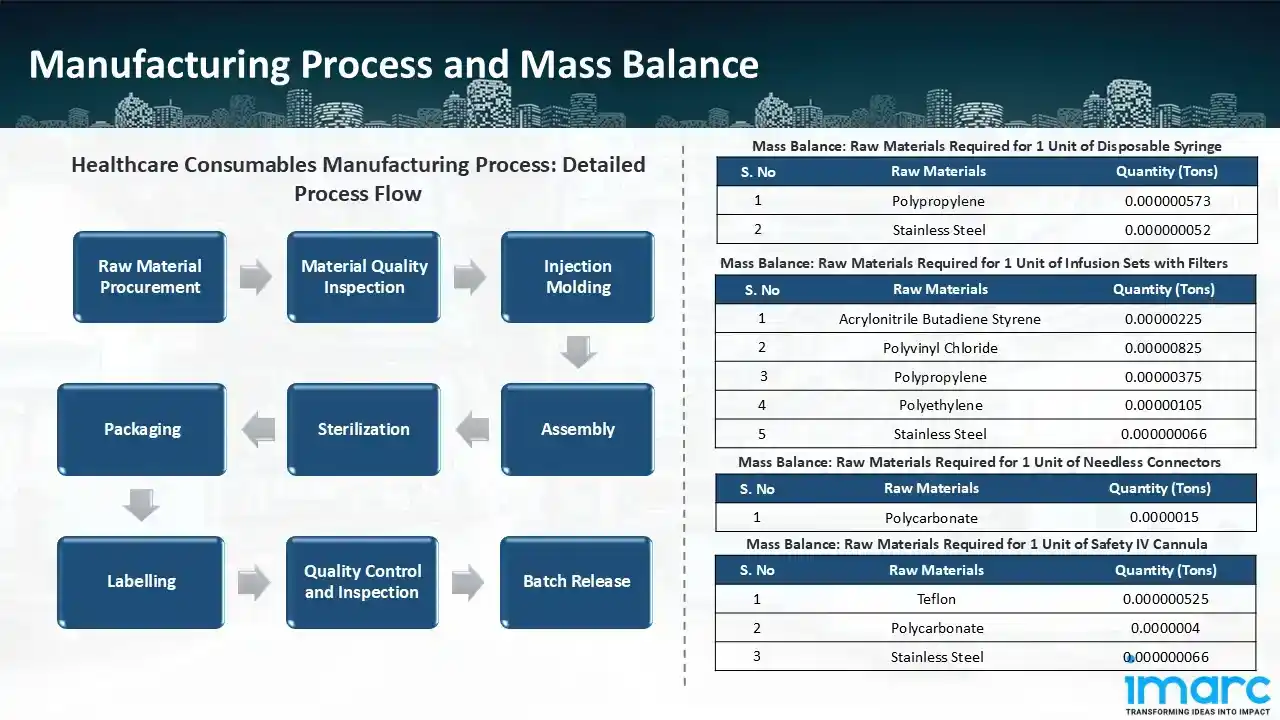
Mass Balance and Raw Material Required: The primary raw materials utilized in the healthcare consumables manufacturing plant include polypropylene, stainless steel, polyvinyl chloride, polyethylene, polycarbonate, Teflon, and acrylonitrile butadiene styrene. To manufacture 1 unit of disposable syringe, 0.00000057 tons of polypropylene and 0.000000052 tons stainless steel is required. To manufacture 1 unit of infusion sets with filters, 0.0000023 tons of acrylonitrile butadiene styrene, 0.0000083 tons of polyvinyl chloride, 0.0000038 tons of polypropylene, 0.0000011 tons of polyethylene, and 0.0000001 tons of stainless steel. To manufacture 1 needless connector, we require 0.0000015 tons of polycarbonate. Finally, to manufacture 1 unit of safety IV cannula, we require 0.000000525 tons of Teflon, 0.0000004 tons of polycarbonate, and 0.000000066 tons of stainless steel.
List of Machinery:
The following equipment was required for the proposed plant:
- Blister Packaging Machine
- Blister Packaging Machine Mold
- Assembly Machine
- Printing Machine
- Injection Molding Machine
- Injection Molding Machine Mold
- Sterilizer
Techno-Commercial Parameter:
- Capital Investment (CapEx): Capital expenditure (CapEx) in a manufacturing plant includes various investments essential for its setup and long-term operations. It covers machinery and equipment costs, including procurement, installation, and commissioning. Civil works expenses involve land development, factory construction, and infrastructure setup. Utilities such as power, water supply, and HVAC systems are also significant. Additionally, material handling systems, automation, environmental compliance, and safety measures are key components. Other expenditures include IT infrastructure, security systems, and office essentials, ensuring operational efficiency and business growth.
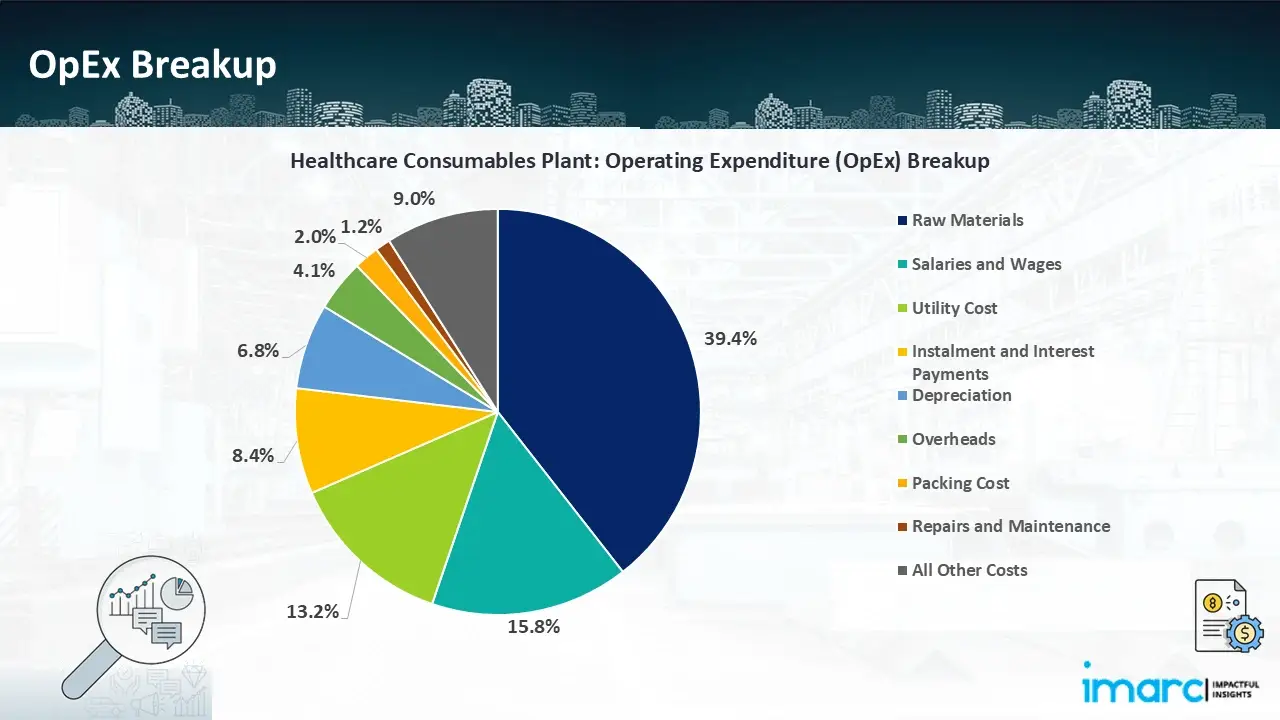
- Operating Expenditure (OpEx): Operating expenditure is the cost incurred to operate a manufacturing plant effectively. OpEx in a manufacturing plant typically includes the cost of raw materials, utilities, depreciation, taxes, packing cost, transportation cost, and repairs and maintenance. The operating expenses are part of the cost structure of a manufacturing plant and have a significant effect on profitability and efficiency. Effective control of these costs is necessary for maintaining competitiveness and growth.
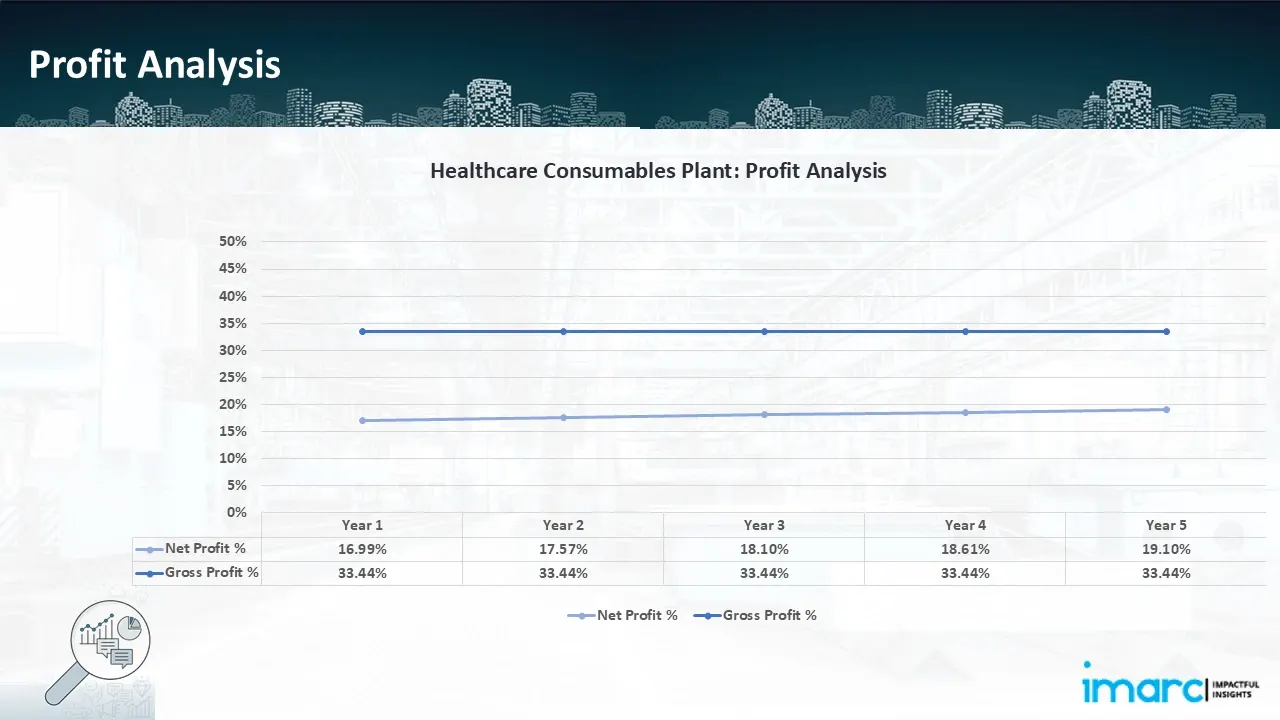
- Profitability Analysis Year on Year Basis: The proposed healthcare consumables plant, with a capacity of 133,333 units of disposable syringes, 50,000 infusion sets with filters, 13,333 units of needleless connectors, 73,333 safety IV cannula per day, achieved an impressive revenue of INR 278.99 million in its first year. We assisted our client in developing a detailed cost model, which projects steady growth, with revenue reaching staying the same throughout the five years. Gross profit stood the same throughout the years at 33.44%, and net profit rise from 16.99% to 19.10%, highlighting strong financial viability and operational efficiency.
Conclusion & IMARC's Impact:
Our healthcare consumables manufacturing plant's financial model was meticulously modelled to satisfy the client's requirements. It provided a thorough analysis of production costs including capital expenditures, manufacturing processes, raw materials, and operating costs. The model predicts profitability while accounting for market trends, inflation, and any shifts in the price of raw materials. It was created especially to satisfy the demand of producing 270,000 units of healthcare consumables per day. Our commitment to offering precise, client-cantered solutions that ensure the long-term success of significant industrial projects by giving the client useful data for strategic decision-making is demonstrated by this comprehensive financial model.
Latest News and Developments:
- In December 2024, Sonic Healthcare announced that it has paid USD 698 Million to acquire the German laboratory business named Laboratory Group Dr. Kramer & Colleagues (LADR). It is predicted that this strategic move will immediately increase Sonic's earnings per share and strengthen the company's position in Europe.
- In November 2024, Venus Remedies has strengthened its position in the injectable pharmaceuticals market by obtaining Good Manufacturing Practice (GMP) clearance for its pre-filled syringe production plant. It is anticipated that this approval will increase patient comfort and safety while expanding the company's global market reach. The action is in line with Venus Remedies' plan to increase the range of premium sterile injectables it offers.
- In July 2024, a possible sale was discussed by Embecta, a prominent producer of disposable insulin pen needles and syringes. This choice was made in the face of diminishing earnings and heightened competition from substitute diabetes therapies.
- In May 2024, InjectEZ was acquired by Sharps Technology, solidifying Sharps' place in the US prefillable syringe (PFS) market. It was revealed that over $200 Million in product orders will be secured for the first five years of operation thanks to the inked Syringe Sales Agreement.
- In May 2024, Novo Holdings revealed that it has reached an agreement to purchase most of Single Use Support, a rapidly expanding life science instruments business that offers cutting-edge technological solutions for the manufacturing of pharmaceuticals.
Why Choose IMARC:
IMARC's Financial Model Expertise: Helping Our Clients Explore Industry Economics
IMARC is a global market research company that offers a wide range of services, including market entry and expansion, market entry and opportunity assessment, competitive intelligence and benchmarking, procurement research, pricing and cost research, regulatory approvals and licensing, factory setup, factory auditing, company incorporation, incubation services, recruitment services, and marketing and sales.
Brief List of Our Services: Market Entry and Expansion
- Market Entry and Opportunity Assessment
- Competitive Intelligence and Benchmarking
- Procurement Research
- Pricing and Cost Research
- Sourcing
- Distribution Partner Identification
- Contract Manufacturer Identification
- Regulatory Approvals, and Licensing
- Factory Setup
- Factory Auditing
- Company Incorporation
- Incubation Services
- Recruitment Services
- Marketing and Sales
Under our factory setup services, we assist our clients in exploring the feasibility of their plants by providing comprehensive financial modeling. Additionally, we offer end-to-end consultation for setting up a plant in India or abroad. Our financial modeling includes an analysis of capital expenditure (CapEx) required to establish the manufacturing facility, covering costs such as land acquisition, building infrastructure, purchasing high-tech production equipment, and installation. Furthermore, the layout and design of the factory significantly influence operational efficiency, energy consumption, and labor productivity, all of which impact long-term operational expenditure (OpEx). So, every parameter is covered in the analysis.
At IMARC, we leverage our comprehensive market research expertise to support companies in every aspect of their business journey, from market entry and expansion to operational efficiency and innovation. By integrating our factory setup services with our deep knowledge of industry dynamics, we empower our clients to not only establish manufacturing facilities but also strategically position themselves in highly competitive markets. Our financial modeling and end-to-end consultation services ensure that clients can explore the feasibility of their plant setups while also gaining insights into competitors' strategies, technological advancements, and regulatory landscapes. This holistic approach enables our clients to make informed decisions, optimize their operations, and align with sustainable practices, ultimately driving long-term success and growth.
Our Clients










Contact Us
Have a question or need assistance?
Please complete the form with your inquiry or reach out to us at
Phone Number
+91-120-433-0800+1-201-971-6302
+44-753-714-6104
Previous Post

Catheters are flexible, tubular medical devices designed to access various body cavities, organs, or blood vessels for diagnostic or therapeutic purposes. They can be broadly classified into types based on their application, including urinary catheters, cardiac catheters, and intravenous (IV) catheters. Catheters are commonly used in diverse healthcare settings for managing chronic conditions, enabling fluid drainage, delivering medications, or facilitating minimally invasive surgeries.
Bioinformatics involves applying computational techniques and tools to study and understand biological systems at the molecular level. It is a field of study that combines mathematics, biology, computer science, and statistics to research genomic data and biological networks. The goal is to interpret information from large biological data sets, such as DNA sequences, protein structures, gene expressions, and other high-throughput experimental data. This field provides various products and services, such as knowledge management tools, bioinformatics platforms, and services.
A non-animal model refers to an experimental system or method used in scientific research or testing that does not involve the use of animals. These models are developed to simulate biological processes, test hypotheses, or study diseases without the need for live animals. The aim is often to reduce the reliance on animal testing, which has ethical implications and raises concerns about animal welfare.
Cell therapy involves the transplantation and manipulation of living cells to replace and repair damaged tissue. Its primary branches include stem cell therapy and non-stem cell therapy. Stem cell therapy utilizes stem cells to repair, replace, or rejuvenate damaged or diseased cells and tissues as they possess the ability to differentiate into various specialized cell types, making them valuable for regenerative medicine. Non-stem cell-based therapies typically involve somatic cells isolated from the human body. These cells are propagated, expanded, selected, and then administered to patients for curative, preventive, or diagnostic purposes. On the other hand, gene therapy seeks to treat diseases by introducing, replacing, or inactivating genes within cells.